


注塑成型模具排氣口應設置在靠近熔接發生位置、最終填充部位、流道中間等位置。在實踐操作中,也有采用進行一次試生產后決定詳細設定位置的方法。需要注意的是,排氣口越深,則空氣和氣體的排出效率就會越好,但成型品上可能會出現毛刺。應根據塑料的材質以及型腔的表面溫度等相應選擇。
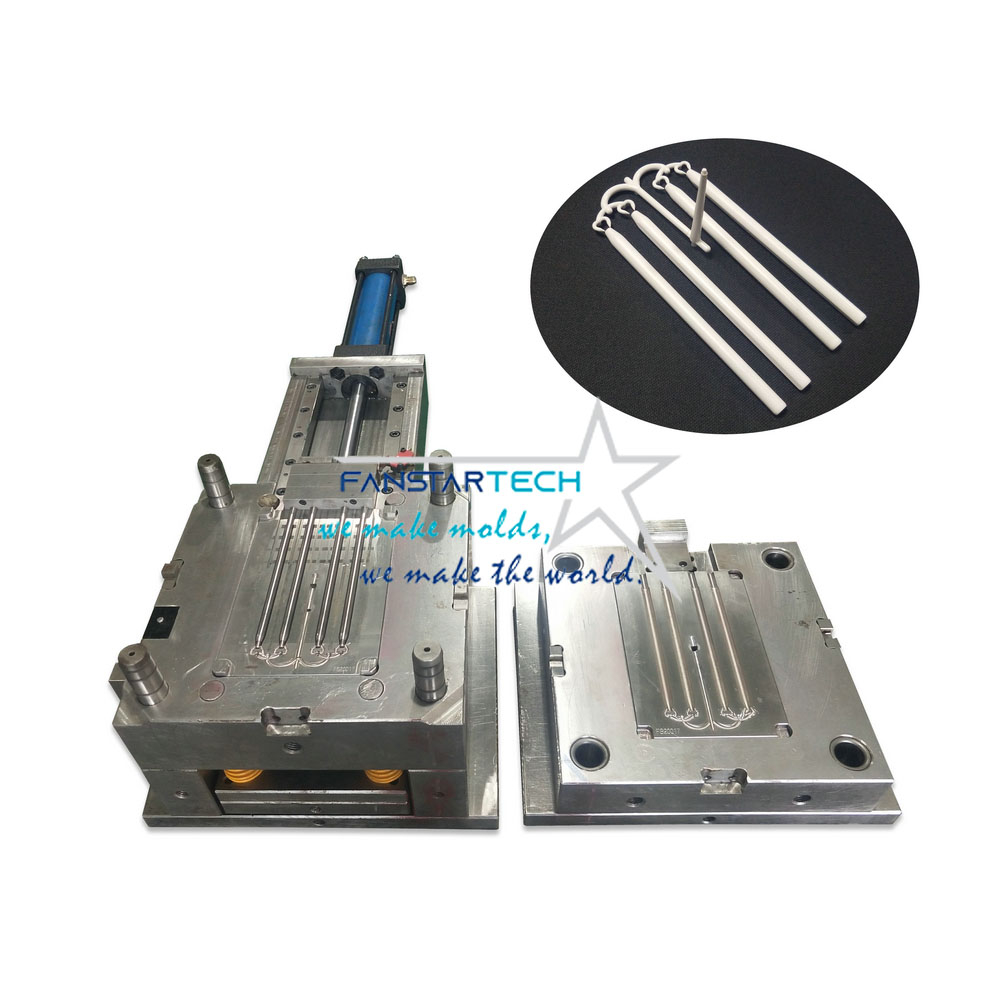
范仕達注塑模具
在進行注塑成型時,塑料產生的焦油成分和沉積物會附著在排氣口上,因此需要大約每2周到1個月左右定期清潔一次。重點在于,排氣口的另一端,要連接到更深的排氣口。應為深度在0.2~0.5mm左右、允許空氣和氣體從模板側面和背板排入大氣中的通道。
在注塑成型模具的型腔空間中存在空氣。在注塑成型過程中,型腔空間充滿了熔融塑料,換言之,這一過程可以描述為用熔融塑料代替空氣的過程。另一方面,如果熔融塑料產生的揮發性成分和氣體也能從型腔內部排出到外部,則可以提高成型制品的質量。

范仕達模具配件
如果能夠有效地將空氣從注塑成型模具型腔內部排出到外部,則可以減少填充時的阻力,從而可以將填充壓力保持在較低水平,最終可以減小成型制品的殘留應力。此外,可以防止型芯銷等因填充壓力而導致損壞。范仕達的使命是掌握注塑生產核心技術,從成品生產需求與客人做注塑模具制作前技術交流分析,讓注塑模具交貨期短,壽命長,快速量產和成品質量優!有需要注塑注塑模具的歡迎聯系我們!
 關注微信公眾號
關注微信公眾號 微信咨詢
微信咨詢


